- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

Analyse de la "bande morte" dans les vannes de régulation
2022-09-25
Les bandes mortes sont la principale cause d'écarts dans les processus surdimensionnés. Les vannes de régulation sont une source majeure de zone morte dans une boucle d'instrumentation pour diverses raisons telles que la friction, le déplacement de l'air, la torsion du tiroir, la zone morte dans les amplificateurs ou les vannes coulissantes.
La bande morte est un phénomène courant et fait référence à la plage ou à la largeur de la valeur de sortie du contrôleur qui ne permet pas à la variable de processus testée de changer lorsque le signal d'entrée change de direction. Lorsqu'une perturbation de charge se produit, la variable de processus s'écarte du point de consigne. Ce del'écart est ensuite corrigé par une action corrective générée par le contrôleur et renvoyée au processus. Cependant, un changement initial dans la sortie du contrôleur peut ne pas produire un changement correctif correspondant dans la variable de processus. Un changement dans une variable de processus correspondante ne se produira que si la sortie du contrôleur change d'une quantité suffisamment importante pour surmonter le changement de zone morte.
Si la sortie du contrôleur change de direction, le signal du contrôleur doit surmonter la bande morte afin de produire un changement correctif dans la variable de processus. La présence d'une bande morte dans le processus signifie que la sortie du contrôleur doit être augmentée jusqu'à une quantité suffisamment grande pour surmonter la bande morte. et alors seulement une action corrective aura lieu.
â Causes des bandes mortes
Il existe de nombreuses causes de zones mortes, mais le frottement et le déplacement de l'air dans les vannes de régulation, la torsion de l'axe des vannes rotatives et les zones mortes dans les amplificateurs sont quelques formes courantes. Comme la plupart des actions de régulation modulantes sont constituées de petits changements de signal (1 % ou moins), une vanne de régulation avec une grande bande morte peut ne pas répondre du tout à tant de petits changements de signal. Une vanne bien fabriquée doit être capable de répondre à des signaux de 1 % ou moins pour réduire efficacement le degré de déviation du processus. Cependant, il n'est pas rare que les vannes aient des zones mortes de 5 % ou plus. Lors d'un récent audit d'usine, 30 % des vannes ont une bande morte supérieure à 4 %. Plus de 65 % des boucles de régulation auditées présentaient des bandes mortes supérieures à 2 %.
● L'impact des bandes mortes
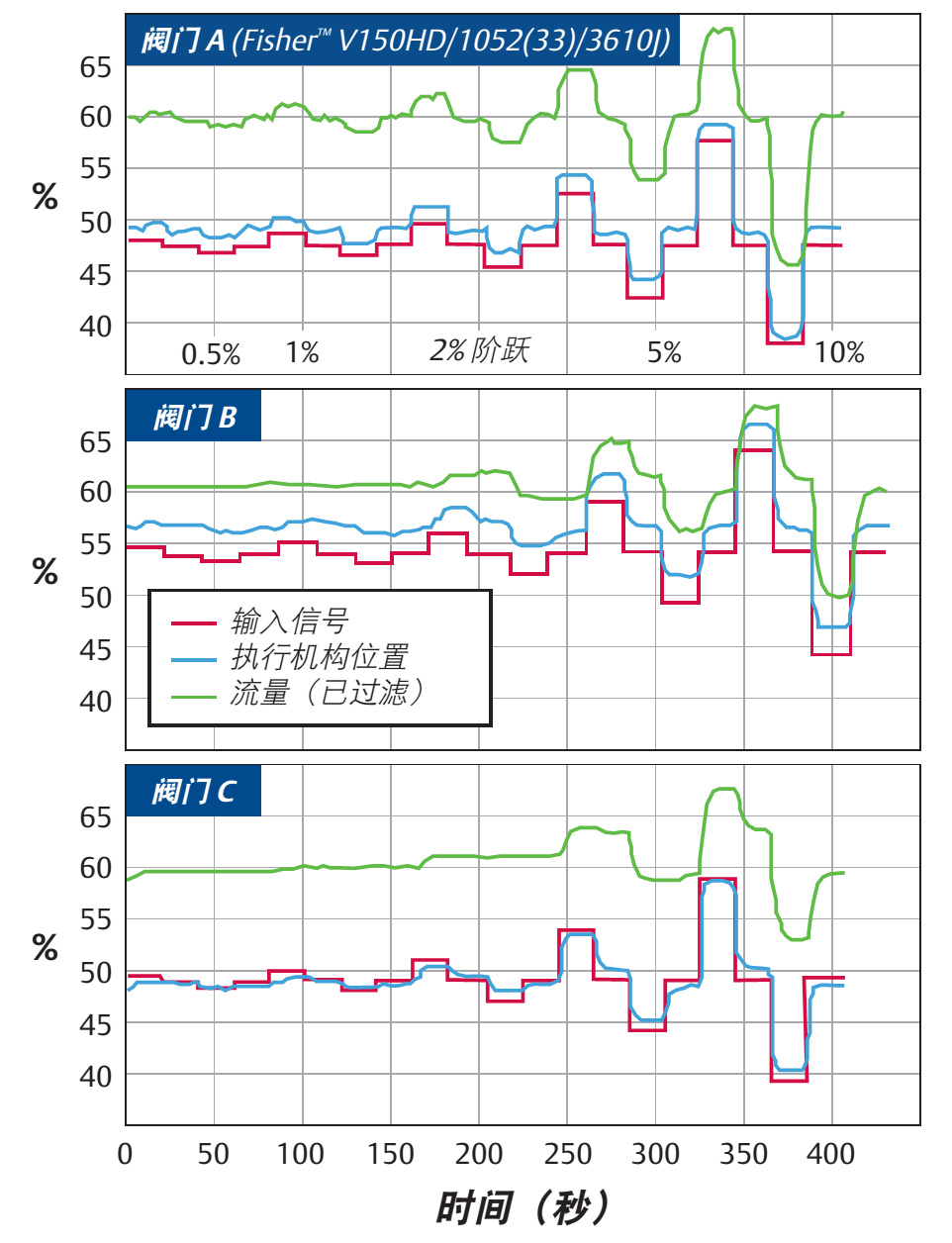
Ce graphique représente un test en boucle ouverte de trois vannes de régulation différentes dans des conditions de processus normales. Ces vannes reçoivent une gamme d'entrées de pas de 0,5 % à 10 %. Des tests par étapes dans des conditions fluides sont nécessaires parce que ces conditions permettent d'évaluer les performances de l'ensemble de la vanne de régulation, plutôt que simplement l'actionneur de la vanne comme c'est le cas avec la plupart des tests standard.
● Des tests de performance
Certains tests de performance de la vanne de régulation se limitent à comparer le signal d'entrée avec la course de la tige de poussée de l'actionneur. Ceci est trompeur car il ignore les performances de la vanne elle-même.
Ce qui est essentiel est de mesurer la performance dynamique de la vanne dans des conditions de fluide de sorte que les changements des variables de processus puissent être comparés aux changements du signal d'entrée vers l'ensemble de vanne. Si seule la tige de vanne répond à un changement du signal d'entrée de vanne, alors ce test est peu pertinent car il n'y a pas de correction des écarts de processus sans un changement correspondant de la variable de commande.
Dans les trois tests de soupape, le mouvement de la tige de poussée de l'actionneur a bien répondu aux changements du signal d'entrée. D'autre part, les vannes différaient considérablement dans leur capacité à modifier le débit en réponse à un changement du signal d'entrée.
Vanne A, la variable de processus (débit) répond bien à un signal d'entrée aussi petit que 0,5 %.
La vanne B nécessite une modification du signal d'entrée supérieure à 5 % avant de commencer à bien répondre à chaque étape du signal d'entrée.
La valve C, nettement pire, nécessite un changement de signal supérieur à 10 % avant de commencer à bien répondre à chaque étape du signal d'entrée.
Dans l'ensemble, la capacité des vannes B ou C à améliorer la déviation du processus est très faible.
● Friction
Le frottement est une cause majeure de zones mortes dans les vannes de régulation. Les vannes rotatives sont très sensibles au frottement causé par la charge élevée du siège requise pour l'étanchéité. Pour certains types de joints, des charges de siège élevées sont nécessaires pour obtenir une cote de fermeture. En raison des forces de frottement élevées et de la faible rigidité de l'entraînement, l'arbre de la vanne se tord et ne peut pas transmettre de mouvement à l'élément de commande. En conséquence, une vanne rotative mal conçue peut présenter une grande zone morte qui a clairement une influence décisive sur le degré d'écart de processus.
Les fabricants lubrifient généralement les joints des vannes rotatives pendant le processus de fabrication, mais après seulement quelques centaines de cycles, la couche de lubrification s'use. De plus, les charges induites par la pression peuvent également entraîner l'usure des joints. Le résultat est que pour certains types de vannes, le frottement de la vanne peut augmenter de 400 % ou plus. Cela montre clairement que les conclusions tirées sur les performances en utilisant les données des types standard pour évaluer les vannes avant que le couple ne se soit stabilisé sont trompeuses. Les soupapes B et C montrent que ces facteurs de couple de friction plus élevés peuvent avoir un effet dévastateur sur les performances d'une soupape de commande.
Le frottement de la garniture est la principale source de friction des vannes de régulation à course indirecte. Dans ces types de vannes, le frottement mesuré peut varier considérablement en fonction de la forme de la vanne et de la configuration de la garniture.
Cet écart peut provoquer des discontinuités de mouvement lorsque l'appareil change de direction. Des lacunes se produisent généralement dans les appareils avec diverses configurations d'entraînements à engrenages. Les actionneurs à pignon et crémaillère sont particulièrement sensibles aux zones mortes dues au jeu. Certaines connexions d'axe de vanne ont également des problèmes de zones mortes.
Bien que le frottement puisse être significativement réduit par une bonne conception de soupape, il s'agit d'un problème difficile à éliminer complètement. Une vanne de régulation bien conçue et fabriquée doit pouvoir éliminer les zones mortes dues aux jeux. Pour obtenir des résultats optimaux en réduisant les écarts de processus, l'espace mort total de l'ensemble de la vanne doit être inférieur ou égal à 1 %, le résultat idéal étant aussi faible que 0,25 %.